Nøkkelen til evnen til sveiset gabionnetting til å betjene ulike prosjekter med sin vanlige form og stabile ytelse ligger i den nøyaktige utformingen og den strenge gjennomføringen av formingsprosessen. Denne prosessen forvandler rå ledning til en nettstruktur med faste rutenett, stive noder og utmerket korrosjonsmotstand gjennom en rekke trinn. Hele prosessen integrerer flere teknologier som materialbehandling, automatisert sveising og overflatebehandling for å sikre at det ferdige produktet oppfyller høye standarder når det gjelder styrke, presisjon og holdbarhet.
I begynnelsen av formingsprosessen må råvarene gjennomgå streng screening og forbehandling. Vanligvis velges ståltrådstenger med høy-styrke og lav-karbonstål som samsvarer med nasjonale standarder. Tråddiameteren justeres til designkravene gjennom en tegneprosess, og rettes deretter ut for å eliminere bøyning og kinking, noe som resulterer i rette ledninger med en jevn overflate. Kontroll av tråddiametertoleransen og mekaniske egenskaper på dette stadiet påvirker direkte den påfølgende sveisekvaliteten og ensartetheten av belastningen på nettet. Om nødvendig rengjøres og avfettes ledningene for å forbedre kontaktkvaliteten under sveising og skape gunstige forhold for vedheft av anti-korrosjonslaget.
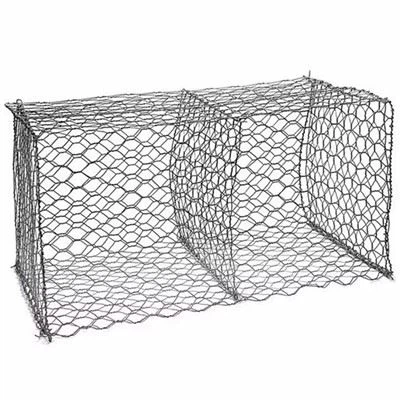
Kjernetrinnet er automatisert sveising og forming. Ved hjelp av motstandssveising eller argonbuesveiseutstyr blir de tverrgående og langsgående ståltrådene nøyaktig plassert og smeltet sammen i kryssene i henhold til forhåndsinnstilt maskestørrelse og plateparametere. Sveiseprosessen krever streng kontroll av strøm, trykk og sveisetid for å sikre fullstendig smelting og eliminere defekter som ufullstendige sveiser, sprekker og slagginneslutninger. Styrken på sveisen bør være nær eller overstige grunnmaterialet for å sikre at nettet ikke løsner under belastning. Automatisert utstyr muliggjør kontinuerlig drift, og sikrer en flat maskeoverflate og jevnt rutenett, noe som reduserer menneskelige feil betydelig og forbedrer produksjonseffektiviteten.
Etter sveising gjennomgår nettet trimming og kutting. Den kontinuerlige maskeoverflaten kuttes i standardplater i henhold til ønsket lengde og bredde for prosjektet, og fjerner kantgrader og overflødige sveisevulster for å sikre en pen form og nøyaktige dimensjoner. For områder utsatt for store konsentrerte belastninger, kan det legges til armeringstråder eller rammer rundt nettet for å forbedre den generelle stivheten og motstanden mot deformasjon.
Etterfølgende overflatebeskyttende-korrosjonsbehandling er et avgjørende skritt for å sikre den langsiktige- levetiden til det dannede nettet. Vanlige prosesser inkluderer varm-dypgalvanisering, sink-belegg av aluminiumslegering og polymerbelegg. Galvanisering skaper et tett sinklag på ståltrådoverflaten, som motstår atmosfærisk og elektrokjemisk korrosjon. Sink-aluminiumslegeringer gir enda bedre korrosjonsmotstand i marine eller høye-saltmiljøer. PVC-belegg tilfører UV-motstand og værbestandighet til korrosjonsbeskyttelsen, og muliggjør ulike utseende. Tykkelsen og vedheften til det anti{11}}korrosjonslaget må testes for å sikre en sterk binding med ståltrådsubstratet.
Kvalitetsinspeksjon utføres gjennom hele formingsprosessen, inkludert testing av tråddiameter og mekaniske egenskaper, testing av sveisestyrke, måling av maskestørrelse og platebreddeavvik, og beleggtykkelse og adhesjonsevaluering. Kvalifiserte produkter er nummerert i henhold til spesifikasjoner, pakket inn og beskyttet mot fuktighet og skader før de går inn i lagring, transport og konstruksjon.
Samlet sett fokuserer formingsprosessen av sveiset gabionnett på nøye utvalgte råmaterialer, presisjonssveising, standardisert etterbehandling og effektiv beskyttelse. Gjennom streng kontroll i flere stadier, blir ledningen forvandlet til et strukturelt stabilt og pålitelig stivt nett, som gir et solid materialegrunnlag for teknisk beskyttelse.